







- 品牌/商標:三工光電
- 企業類型:制造商
- 新舊程度:全新
- 產品型號:成套設備生產線
- 原產地:湖北武漢
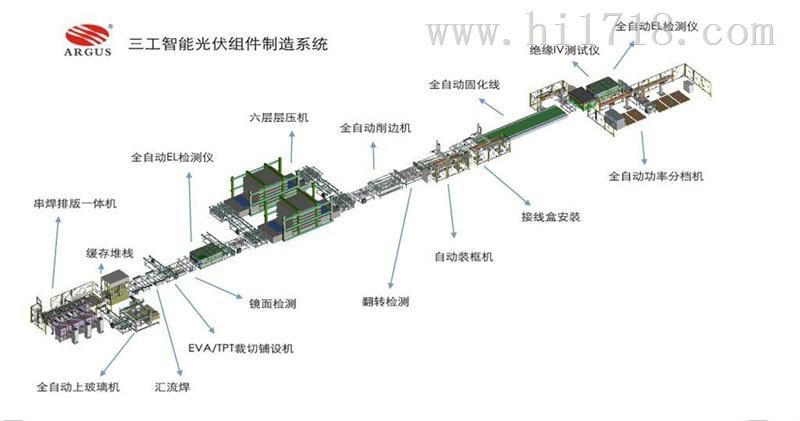
太陽能光伏電池組件自動化生產線布局
三工光電自臺激光劃片機問世并取代進口以來,始終站在太陽能行業激光加工技術的前沿,18年的太陽能激光設備研發制造經驗,服務1000多家太陽能企業,為客戶提供完整的光伏組件生產線解決方案和交鑰匙工程服務,提供項目策劃、正常設備、工藝支持、技術指導。
三工光電研發成本投入
1.研發成本高投入
技術雄厚的研發團隊,碩士研究員2人,學士工程師27人
公司每年投入銷售額的10%作為研發費用
2.連續冠領國內同類太陽能加工企業
擁有26項和2項軟件著作權
3.技術實力比肩國際先進水平
始終站在太陽能行業激光加工技術的前沿,成為太陽能光伏行業激光應用的,國 內市場占有率超過85%
太陽電池組裝工藝簡介:
1、電池測試:由于電池片制作條件的隨機性,生產出來的電池性能不盡相同,所以為了有效的將性能一致或相近的電池組合在一起,所以應根據其性能參數進行分類;電池測試即通過測試電池的輸出參數(電流和電壓)的大小對其進行分類。
以提高電池的利用率,做出質量合格的電池組件。
2、電池片焊接:串焊機是利用機械傳動機構進行的電池片搬送,在加熱底板上利用紅外燈管的高溫氣體對電池片進行焊接。
3、層壓敷設:電池片焊接好且經過檢驗合格后,將組件串、玻璃和切割好的EVA、玻璃纖維、背板按照一定的層次敷設好,準備層壓。玻璃事先涂一層試劑(primer)以增加玻璃和EVA的粘接強度。敷設時保證電池串與玻璃等材料的相對位置,調整好電池間的距離,為層壓打好礎。(敷設層次:由下向上:玻璃、EVA、電池、EVA、玻璃纖維、背板)。
4、組件層壓:將敷設好的電池放入層壓機內,通過抽真空將組件內的空氣抽出,然后加熱使EVA熔化將電池、玻璃和背板粘接在一起;后冷卻取出組件。層壓工藝是組件生產的關鍵一步,層壓溫度層壓時間根據EVA的性質決定。我們使用快速固化EVA時,層壓循環時間約為25分鐘。固化溫度為150℃。
5、修邊:層壓時EVA熔化后由于壓力而向外延伸固化形成毛邊,所以層壓完畢應將其切除。
6、裝框:類似與給玻璃裝一個鏡框;給玻璃組件裝鋁框,增加組件的強度,進一步的密封電池組件,延長電池的使用壽命。邊框和玻璃組件的縫隙用硅樹脂填充。各邊框間用角鍵連接。
7、焊接接線盒:在組件背面引線處焊接一個盒子,以利于電池與其他設備或電池間的連接。
8、高壓測試:高壓測試是指在組件邊框和電極引線間施加一定的電壓,測試組件的耐壓性和絕緣強度,以保證組件在惡劣的自然條件(雷擊等)下不被損壞。
9、組件測試:測試的目的是對電池的輸出功率進行標定,測試其輸出特性,確定組件的質量等級。
10、包裝入庫
我司生產的組件生產線設備包括:輸送機、全自動串焊機、組件排版機、上料機、EL檢測機(包含前及終檢)、IV檢測機、翻轉機、自動打膠機、自動修邊機、自動組框機、堆棧機、固化線、分選碼垛機及相關光伏組件檢測實驗等設備。該方案設備先進、自動化程度高,位于行業內先進水平。同時流水線布局科學、合理、美觀,性價比較高,操作維護方便。
組件生產線可依據客戶的工藝要求和車間狀況進行“量身定做”。










